
The mold manufacturing process for injection molding is referred to as mold tooling. Many molding shops offer mold tooling and design as a service on top of full production injection molding. The majority of these molds are made of steel, but they can also be manufactured from aluminum.
Mold tooling can be an intricate challenge as each mold is made up of many different parts. In this article we will explain the mold manufacturing process and the exacting details needed to complete the perfect mold.
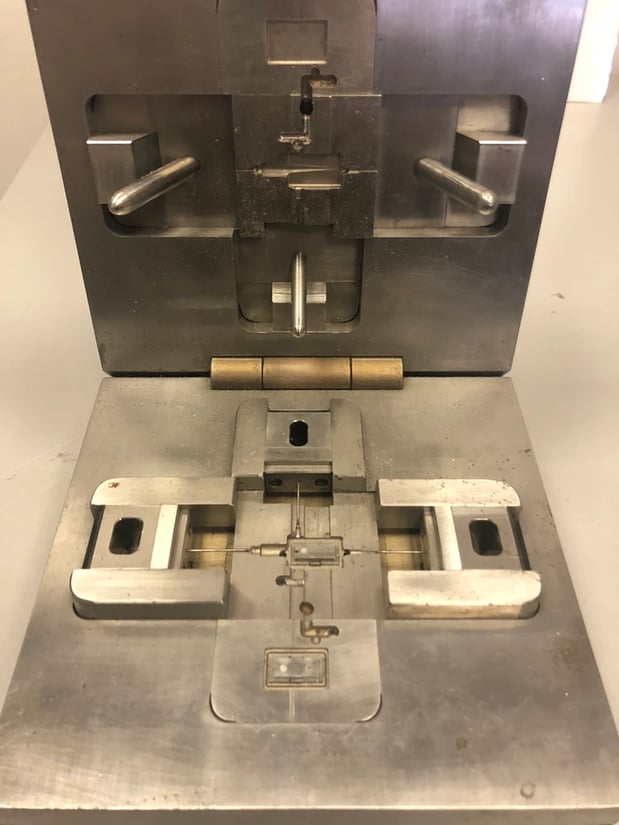
Note: The molds/injection molding process mentioned in this article will reference book molds on a vertical injection molding machine.
Structure of the Mold
Mold Base: A mold base is made up of two or more metal plates. These are called clamp plates and hold all of the internal aspects of the mold in between them. The bottom clamp plate rests on the insert molding machine table and contains support pillars for the ejector plate. The top plate is what the machine’s nozzle will press down on to receive the plastic resin.
Ejector Plate: The ejector plate is a moving part that assists in lifting the molded product out of the cavity. The plate itself has pins connected to it that fit through the rest of the mold and gently push the part up when it is finished. The plate keeps the pins together so they lift all at the same time. The ejector plate gets pushed up by the press knockouts attached to the machine.
Ejector Retainer Plate: This plate is a relatively thin sheet of metal that fits over the ejector plate. The retainer has holes for each injector pin and acts as a support for them.
“B” Plate: The “B” plate supports the mold cavity/core in place and is what the top half (“A” plate) of the mold closes on. The “B” plate is the final piece to the “B” half of the mold, which is sometimes referred to as the “live half” as it contains the ejector system
(everything mentioned above).
“A” Plate: The “A” plate, along with the “A” half does not contain any moving sections. This is the top section of the mold that closes on top of the “B” half and receives the plastic resin from the machine.
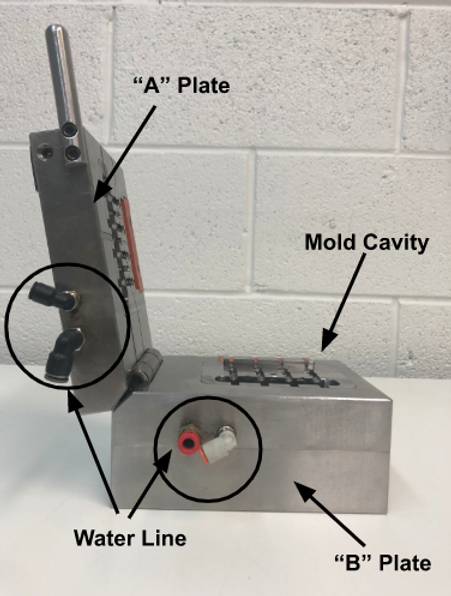
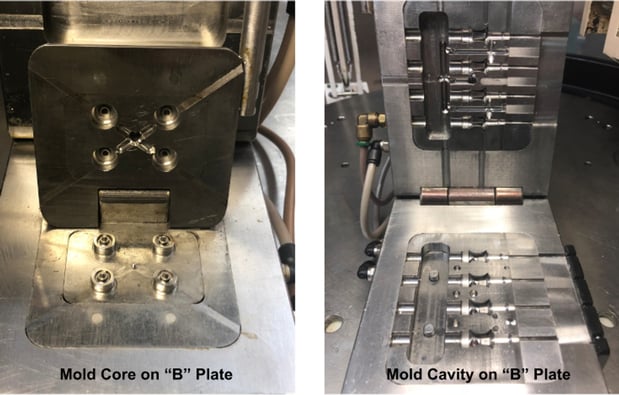
Mold Cavity: The cavity is filled with the plastic resin that forms the final exterior shape of the part. The cavity can be placed in the “B” plate only, but most commonly is found in both the “B” and “A” plate.
For insert molding, the “B” cavity is typically the side where the inserts will be placed to be overmolded.
Mold Core: The mold core is what forms the interior of the final part. Similar to the cavity, the core can be found on either plate.
Sometimes the complexity of a part (ex: medical injection molding products) requires a loose core insert. Inserts are removed from the mold at the end of each cycle and the part is then taken off the insert.
Note: To help differentiate between the two, the cavity is always being filled with the resin, while the resin forms around the core.
Sprue Bushing: The sprue bushing is placed inside the “A” plate and acts as a channel for the plastic resin to flow through to get to the cavity and core of the mold.
Additional Aspects of the Mold Manufacturing Process
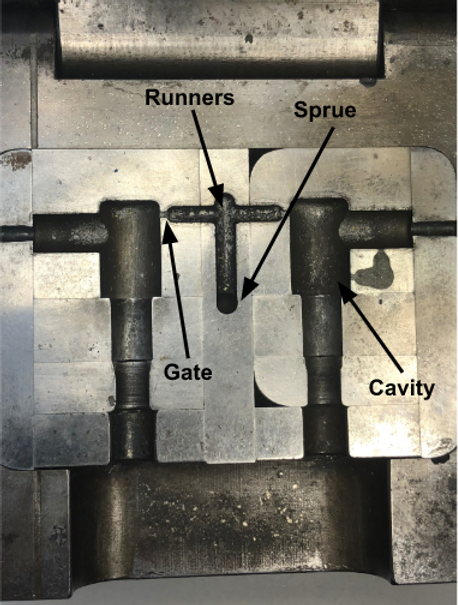
Sprue: The sprue is what the plastic resin hits first after exiting the sprue bushing. This is normally a deeper imprint in the mold and leads the plastic to the runners.
Runners: The runners flow to each of the mold cavities and allows for even flow while using as little resin as possible.
Gates: At the end of each runner the plastic resin enters the cavity through a gate. There are many different types of gates but the most popular are edge gates and tunnel gates.
Shut Offs: Shut offs block the plastic from entering a selected area, most commonly used when a part needs a hole or requires a hollow aspect.
Water Line: A water line is a channel inside the “B” and “A” plate that lets cold water flow through to keep it cool. The water line also helps cool the parts quicker for faster cycle runs depending on the type of plastic resin used. Not all molds require a water line.
Heating Cartridge: Rather than cooling a mold, sometimes a mold needs to be heated to keep the plastic from hardening too quickly. Heating cartridges are electric steel rods that are inserted into the mold to keep it hot. Engineering grade thermoplastics require mold temperatures of over 200° F to help stabilize the plastic during the cooling process. This will also help prevent short shots.
You can also heat a mold with hot water through the water line, but these lines usually only go as high as 150° F.
Slides: Slides are rare additions to the mold manufacturing process but sometimes necessary. A slide is used when the injection molding products require a special shut off that cannot be implemented in the stationary design of the mold. Slides can be moved manually per cycle, or can sometimes be triggered when the mold is closing.
Request a Same-Day Project Evaluation
Aberdeen Technologies, Inc is proud to offer mold tooling capabilities in our full scale production facility. Customer’s take advantage of our ability to design and build molds, along with testing each mold to ensure the quality of the parts.
Stuck on a project? Request a same-day quote to see how our medical injection molding experts at Aberdeen Technologies can help move your project forward.

Post a comment